Talaşlı İmalat
Bu yazıda talaşlı imalata dair birçok konuya değineceğiz: Çalışma prensibi, işleme çeşitleri, işleme teknikleri ve araçları...
Abba Teknoloji, talaşlı imalat yapan firmaların imalat sorunlarını çözmek ve daha efektif üretim yöntemleri sunmak için teknoloji ve mühendislik hizmetleri verir.
Talaşlı İmalat Nedir?
Talaşlı imalat, bir iş parçasından malzemeyi, amaçlanan bir tasarıma şekillendirmek için talaş kaldırarak çalışan takım tezgâhları kullanarak imal etme işlemlerinin bütünüdür.
Çoğu metal bileşen ve parça, üretim sürecinde bir tür işleme gerektirir. Plastikler, kauçuklar ve kâğıt ürünler gibi diğer malzemeler de yaygın olarak işleme süreçleriyle üretilebilir.
Talaşlı İmalat Nasıl Çalışır?
Modern ürün geliştirmede işleme, çoğunlukla Bilgisayar Sayısal Kontrolü anlamına gelen bir CNC makinesi kullanılarak yapılır.
Özünde, makine CAD tasarım modellerini almak ve takım yollarını haritalamak için bilgisayar yazılımını kullanır ve tasarımları 3B işlenmiş parçalara dönüştürür.
CNC, katı malzemeden en yakın .001 mm toleransla oluşturulan farklı yüzey türlerinde çok çeşitli malzemelerden parçalar oluşturabilir.
Hızlı prototiplemenin aksine parçalar, bitmiş tasarımın yoğunluğunu, bitişini ve pürüzlülüğünü yansıtan gerçek malzemeler kullanılarak işlenir.
İşlenmiş parçalar endüstrinin veya günlük hayatımızın herhangi bir yeri için kullanılabilir.
GO2cam ile CNC Makinelerizin Gücüne Güç Katın


Talaşlı İmalatta Hangi Malzemeler İşlenebilir?
İşleme, en yaygın olarak metal malzemeler, parçalar ve aletler üretmek için kullanılır.
İşlenebilen metaller paslanmaz çelik, alüminyum, pirinç, titanyum ve bakırdır.
Paslanmaz çelik, hassas işleme için yaygın olarak kullanılır ve dayanıklılık ve korozyona karşı direnç avantajları sunar.
Alüminyum hafiftir, işlenmesi kolaydır ve ucuzdur.
Pirinç, talaşlı imalat için kullanılan bir diğer ekonomik malzemedir ancak malzemede bulunan çinko ve kalay nedeniyle yarı iletken ürünlerde kullanılmamalıdır.
Titanyum güçlü, hafif ve korozyona karşı dirençlidir, ancak diğer malzemelerden daha pahalıdır ve işlenmesi zordur.
Bakır çok yönlü ve güçlü bir metaldir ve bir elektrik iletkeni olarak iyi çalışır.
Plastikler, ucuz ve iletken olmadıkları için talaşlı imalatta da kullanılmaktadır. Genellikle tıp, elektrik ve bilimsel endüstrilerde kullanılırlar.

Talaşlı İmalat Yöntemleri
Talaşlı İmalat Yöntemleri Nelerdir?
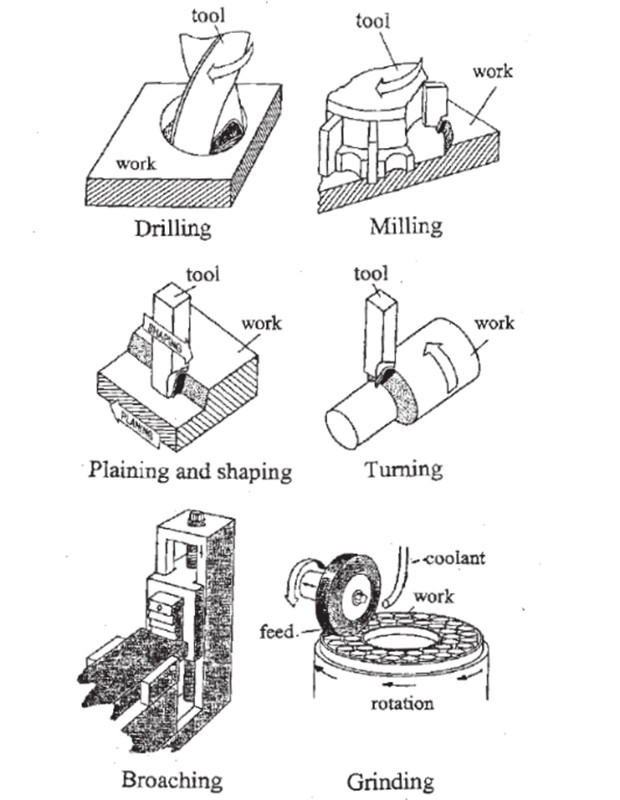
Genel olarak 3 farklı talaşlı imalat yöntemi vardır.
Bunlar: Frezeleme, Tornalama ve aşındırma yöntemi ile talaş kaldırma olan EDM yöntemidir.
Diğer işlemler bazen bu işlemlerle örtüşür veya bağımsız ekipmanlarla gerçekleştirilir. Örneğin bir matkap ucu, tornalama için kullanılan bir torna tezgahına takılabilir veya bir matkap presinde de kullanılabilir.
Bireysel makinelerin tüm operasyonlarını tek bir makinede gerçekleştirebilen işleme merkezlerinin ve tornalama merkezlerinin ortaya çıkmasıyla bu durum biraz daha çeşitlendi.
Örnek vermek gerekirse kayar otomat gibi makineler hem frezeleme operasyonları hem de tornalama operasyonları yaparak seri imalat için mükemmel çözüm olmuşlardır.
Tornalama
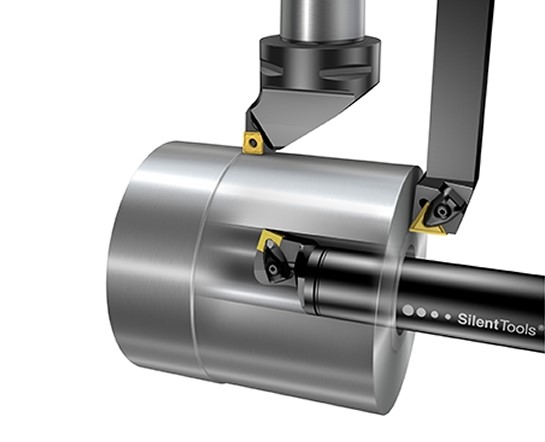
Torna, bir torna tezgâhı tarafından gerçekleştirilen bir işleme işlemidir.
Torna, kesme aletleri üzerinde hareket ettikçe iş parçasını döndürür. Kesici takımlar, hassas derinlik ve genişlikte kesimler oluşturmak için iki hareket ekseni boyunca çalışır.
Torna tezgâhları, geleneksel, manuel tip ve otomatik, bilgisayarlı sayısal kontrollü (CNC) tip olmak üzere iki farklı tipte mevcuttur. Bunların içinde Otomatik yanı CNC olanlar da kendi içinde 3’e ayırabiliriz.
- Tek Taretli CNC Tornalar
- Çok Taretli CNC Tornalar
- Kayar Otomat
Bir taret torna tezgahında, operatörün müdahalesi olmadan makinenin bir dizi kesme işlemini arka arkaya gerçekleştirmesini sağlayan bir takım tutucu bulunur. Özel amaçlı torna tezgâhları, örneğin bir otomotiv garajının fren bileşenlerinin yüzeylerini yenilemek için kullanacağı disk ve kampanalı torna tezgahlarını içerir.
Tornalama işlemi bir malzemenin hem dış hem de iç tarafında gerçekleştirilebilir. İç kısımda gerçekleştirildiğinde, “delme” olarak bilinir.
Bu yöntem (milin yönüne bağlı olarak yatay veya dikey olabilir) en yaygın olarak boru şeklindeki bileşenler oluşturmak için uygulanır. “Alın” ve kesici takım iş parçasının sonuna doğru hareket ettiğinde parça şekli oluşur.
CNC freze tornalama (Millturn) merkezleri, freze takımının karmaşık özellikler üretme yeteneği ile dönme simetrisine (örneğin pompa çarkları) sahip parçaların verimli şekilde işlenmesini sağlamak için geleneksel torna tezgahlarının baş ve kuyruk stoklarını ek iş mili eksenleriyle birleştirir.
5 eksenli işleme olarak bilinen bir işlem olan, freze ayrı bir yol boyunca hareket ederken iş parçasının bir yay boyunca döndürülmesiyle karmaşık eğriler oluşturulabilir.
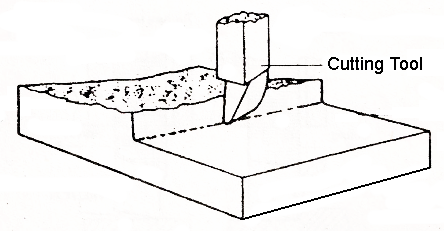
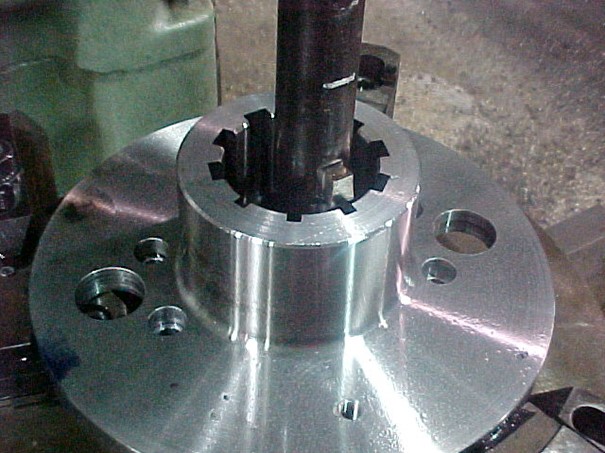
Frezeleme
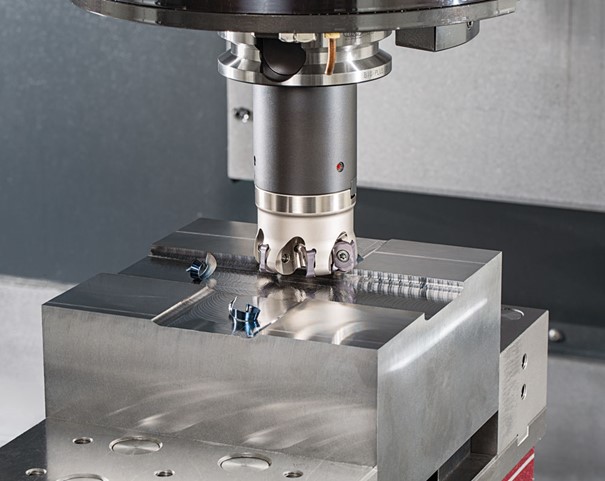
Frezeleme, takımın dönmediği tornalama işlemlerinden farklı olarak malzemeyi çıkarmak için dönen kesici takımlar kullanır.
Geleneksel freze makinelerinde iş parçalarının monte edildiği hareketli tablalar bulunur. Bu makinelerde kesici takımlar sabittir ve tabla malzemeyi istenilen kesimlerin yapılabilmesi için hareket ettirir.
Diğer freze makineleri türleri, hareketli kesici takımlar olarak hem masa hem de kesici takımlara sahiptir.
İki temel frezeleme işlemi, yanal frezeleme ve yüzey frezelemedir.
Yanal frezeleme, bir iş parçasının yüzeyinde düzlemsel kesimler yapmak için freze bıçağının çevresel kenarlarını kullanır. Şaftlardaki kama kanalları, sıradan yanal kesiciden daha dar olmasına rağmen benzer bir kesici kullanılarak kesilebilir.
Yüzey kesiciler, bunun yerine freze bıçağının ucunu kullanır. Kavisli duvar ceplerini frezelemek için kullanılabilen radyüs uçlu kesiciler gibi çeşitli görevler için özel kesiciler mevcuttur.
Bir freze makinesinin gerçekleştirebileceği işlemlerden bazıları, planyalama, kesme, yiv açma, frezeleme, kalıp işleme ve benzerlerini içerir ve freze makinesini bir makine atölyesindeki daha esnek ekipman parçalarından biri haline getirir.
4 tip freze makinesi vardır:
- Manuel frezeleme makineleri
- Düz freze makineleri
- Evrensel freze makineleri
- Çok yönlü freze makineleri
Bunlar ya yatay kesiciler ya da dikey bir eksene monte edilmiş kesiciler içerir.
Beklendiği gibi, evrensel freze makinesi hem dikey hem de yatay olarak monte edilmiş kesici takımlara izin vererek onu mevcut en karmaşık ve esnek freze makinelerinden biri haline getiriyor.
Tornalama merkezlerinde olduğu gibi, operatör müdahalesi olmaksızın bir parça üzerinde bir dizi işlemi gerçekleştirebilen freze makineleri yaygındır ve genellikle basitçe dikey veya yatay işleme merkezleri olarak adlandırılır. Her zaman CNC tabanlıdırlar.
Delik Delme/Delik Açma/Raybalama

Delme, matkap uçları kullanarak katı malzemelerde silindirik delikler oluşturur; oluşturulan deliklerin genellikle montaja yardımcı olması amaçlandığından, en önemli işleme süreçlerinden biridir.
Genellikle bir matkap presi kullanılır, ancak uçlar torna veya freze tezgahlarına da takılabilir.
Çoğu imalat işleminde delme, dişli delikler oluşturmak veya delik boyutlarını kabul edilebilir toleranslar dahilinde getirmek için sonradan kılavuzlanan, raybalanan, delinmiş, vb. bitmiş deliklerin üretilmesinde bir ön adımdır.
Matkap uçları genellikle nominal boyutlarından daha büyük delikleri ve ucun esnekliği ve en az dirençli bir yol alma eğilimi nedeniyle düz veya yuvarlak olması gerekmeyen delikleri keser. Bu nedenle, delme genellikle küçük boyutta yapılır ve ardından deliği nihai boyutuna çıkaran başka bir işleme işlemini takip eder.
Kullanılan matkap uçlarında, ucun şaftını çalıştıran iki spiral kanal bulunur. “Gagalama” olarak bilinen, uç malzemeye doğru ilerledikçe talaşları veya talaşları delikten dışarı taşır. Her malzeme türü için önerilen bir delme hızı ve ilerleme vardır.
Delme ve delik işleme genellikle karıştırılsa da, delik delme, delinmiş bir deliğin boyutlarını ve doğruluğunu iyileştirmek için kullanılır.
Delme makineleri, işin boyutuna bağlı olarak çeşitli varyasyonlarda gelir. Delik işleme çubuğu sabit tutulurken işin döndüğü çok büyük, ağır dökümleri işlemek için dikey bir delme değirmeni kullanılır.
Yatay delik işleme frezeleri ve jig deliciler işi sabit tutar ve kesici takımı döndürür. Delik işleme ayrıca torna tezgahında veya işleme merkezinde yapılır.
Delik işleme kesicisi, deliğin kenarını işlemek için tipik olarak tek bir nokta kullanır ve bu, aletin bir matkap ucuna göre daha sert hareket etmesine olanak tanır. Dökümlerdeki maçalı delikler genellikle delik işleme ile yapılır.
Delikleri bitirmek için makine ve el raybaları da kullanılır, genellikle tek başına delme ile elde edilenden daha iyi bir yüzey pürüzlülüğü ile. Standart raybalar 1 mm’lik artışlarla mevcuttur. Raybalar düz veya helisel olarak yivlidir ve deliğin yalnızca 0,02-0,08 mm’sini kaldırarak çevre üzerinde kesilir. Rayba delme ile aynı takım tezgahlarında ve bazen de bir matkap makinesinde yapılır.
Taşlama

Taşlama hem düz yüzeylerden hem de silindirik şekillerden az miktarda malzeme kaldırarak hassas yüzey ve ölçü oluşturmak için kullanılır.
Yüzey taşlama makineleri, bir tabladaki işi taşlama çarkına yaklaştırarak talaş kaldırır. Diskin kesme derinliği genellikle 0,004 ile 0,02 inç arasındadır.
Silindirik taşlayıcılar iş parçasını merkezlere monte eder ve aynı anda dönen bir aşındırıcı diski döndürür.
Mesnetsiz taşlama, zemin yüzeyinin bir bütün olarak başka bir yüzeyle hiçbir ilişkisinin olmadığı, yüksek hacimlerde küçük parçalar üretmek için kullanılır.
Yüzey kalitesi genellikle birçok uygulama için kabul edilebilir ve lepleme, honlama ve süper finisaj dahil olmak üzere daha ileri finisaj işlemleri için bir başlangıç noktasıdır. Çift diskli taşlama, parçaların ters dönen iki taşlama diski arasında bir veya daha fazla kez geçmesine izin veren başka bir yöntemdir.
Planya
Planya operasyonu, büyük düz yüzeyleri, özellikle takım tezgahı yolları gibi kazıma ile bitirilecek olanları işlemek için kullanılır. Bir fikstürde bir araya getirilen küçük parçalar da ekonomik olarak kazınabilir.
Testere

Metallerin kesilmesi genellikle kesme makineleri kullanılarak gerçekleştirilir ve çubuklardan, profilden çekilmiş şekillerden vb. daha kısa uzunluklar oluşturmak için yapılır.
Malzemeyi kesmek için sürekli dişli bant döngülerini kullanan dikey ve yatay şerit testereler yaygındır.
Bandın hızı, 30 fpm’lik yavaş bir hız gerektiren bazı yüksek sıcaklık alaşımları ile malzemeye göre değişirken, alüminyum gibi daha yumuşak malzemeler 1000 fpm veya daha fazla hızda kesilir. Diğer kesme makineleri arasında elektrikli testereler, aşındırıcı tekerlekli testereler ve dairesel testerelerde bulunur.
Broşlama
Broşlama, kare delikler, kama yuvaları, yivli delikler vb. üretmek için kullanılır. Broş, neredeyse bir eğe gibi sıralı olarak düzenlenmiş ancak birbirini izleyen her diş, önceki dişlerden biraz daha büyük olan birçok dişten oluşur. Hazırlanmış bir kılavuz delikten (veya bir yüzeyden geçen) çekilen veya itilen broş, kademeli olarak daha derin bir dizi kesim yapar. İtmeli broşlama genellikle dikey pres tipi makineler kullanılarak yapılır. Çekme broşlama, çoğu durumda hidrolik olarak çalıştırılan dikey veya yatay makinelerle yapılır. Kesme hızları, yüksek mukavemetli metaller için 5 fpm’den daha yumuşak metaller için 50 fpm’ye kadar değişir.
ECM/EDM
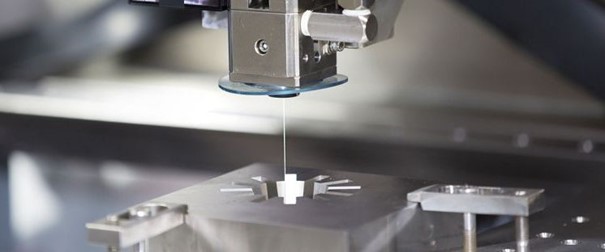
Aşındırıcı kıvılcımlar veya kimyasallar kullanan mekanik olmayan malzeme kaldırma biçimleridir.
Elektrikli Boşaltma İşleme (EDM), bir elektrottan iletken bir iş parçasının yüzeyine bir dielektrik sıvı yoluyla iletilen bir kıvılcım kullanır. Bu yöntemle küçük çaplı delikler, kalıp boşlukları vb. dahil olmak üzere çok ince özellikler işlenebilir. Boşalma hızı genellikle sertlikten değil, metalin termal özelliklerinden ve iletkenliğinden etkilenir.
Elektro-Kimyasal İşleme (ECM), ters bir elektro kaplama işlemine benzer ve yüksek yüzey kalitesine sahip çapaksız delikler üretir. Soğuk bir işleme sürecidir ve iş parçasına hiçbir termal baskı uygulamaz.
ABBA TEKNOLOJİ & GO2CAM
Operasyonlarınızı hızlandırarak kaliteli ve yüksek hassasiyetli parçaları üretmek için en iyi mühendisler ve deneyimli teknik ekiple hizmet veriyoruz.
Öne Çıkan İçerik: